|
||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||

Dalsa Vision Appliance Applications
![]() DALSA Corporation, a global leader in machine vision technology, continually
strives to provide advanced machine vision technologies through its Vision
Appliance product range. Vision Appliances are developed by IPD, the Intelligent
Products Division of Dalsa. These vision appliances are designed for both
simple and the most demanding industrial vision applications. This article
will review just a few of the many applications solved successfully by
the Dalsa Vision Appliances.
DALSA Corporation, a global leader in machine vision technology, continually
strives to provide advanced machine vision technologies through its Vision
Appliance product range. Vision Appliances are developed by IPD, the Intelligent
Products Division of Dalsa. These vision appliances are designed for both
simple and the most demanding industrial vision applications. This article
will review just a few of the many applications solved successfully by
the Dalsa Vision Appliances.
The Vision Appliances from Dalsa are powerful pre-packaged vision systems with a simple and practical user interface. Dalsa recently introduced the company's first Gigabit Ethernet (GigE)-ready Vision Appliance, the IPD VA61. With this addition the Vision Appliance range now consists of 10 models, the VA15, VA20/21 VA30/31, VA40/41, VA50/51 and VA61. This product range is a formidable asset to any vision integrator or manufacturer who requires automated inspection.
Click here to compare the Vision Appliance product range
The Dalsa Vision Appliances can be equipped with two distinct application interface softwares - iNspect and Sherlock, depending on the differing needs and experience of users. The iNspect software is ideal for both first time and experienced users. Easy to use and lower in cost, iNspect offers excellent inspection capabilities that can be utilized in many applications. Sherlock with its advanced capabilities is suited for more experienced vision integrators. Its extreme design flexibility allows for tackling the most challenging vision applications with ease.
Adept Electronic Solutions is the exclusive distributor of Dalsa Vision Appliances in Australia and New Zealand. The vision experts at AES have been able to help solve many challenging machine vision tasks thanks to the VA product series.
All of the following machine vision applications have been successfully solved using the low cost, easy to use iNspect software on a suitable model from the VA series:
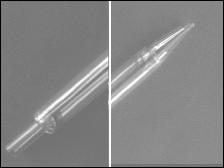
- Clear Plastic Tube Inspection
- Bearing Inspection
- Envelope Barcode Inspection
- 3 Camera Plastic Bottle Inspection
- Wheel identification
Screen Shots
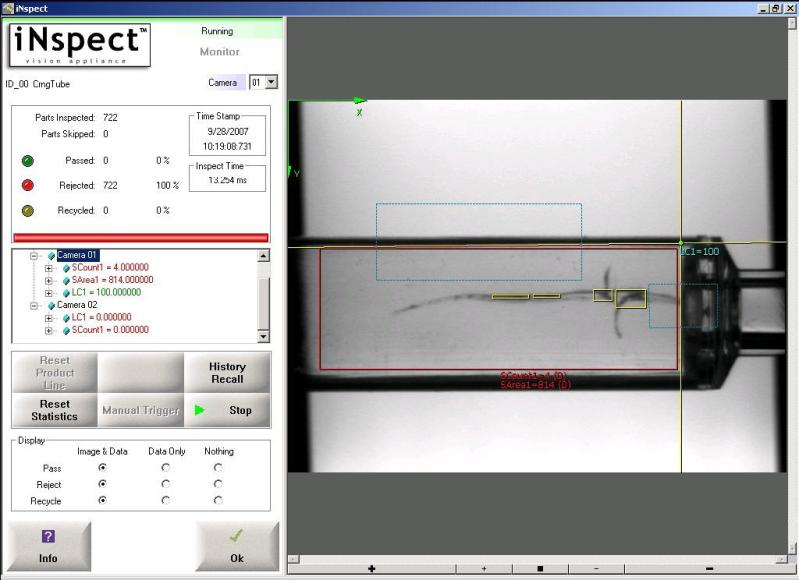
Camera 1 (Tail view) detects defects near tail
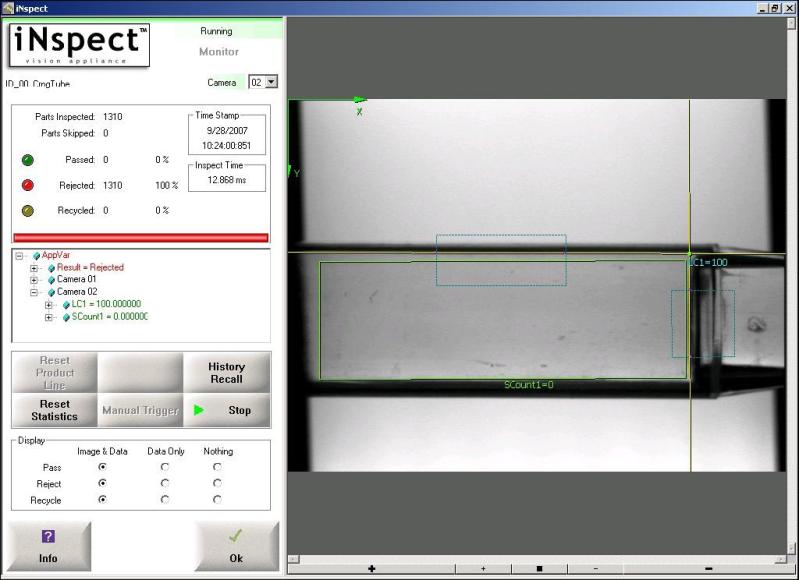
Camera 2 (Tip view) shows no defect
Surface Tool Setup
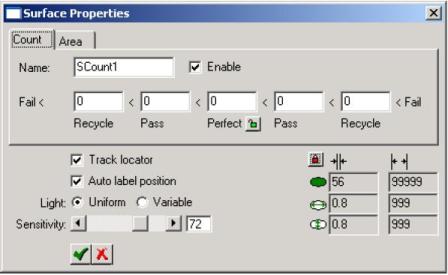 The
tool used for the inspection was the Surface Inspection tool. The sensitivity
parameter of the Surface tool was lowered from default value to ignore
artefacts
that do not represent cracks. The tool allows for
artefacts
to be filtered for example by dimensions and area. The minimum
artefact
area was set to 56 pixels.
The
tool used for the inspection was the Surface Inspection tool. The sensitivity
parameter of the Surface tool was lowered from default value to ignore
artefacts
that do not represent cracks. The tool allows for
artefacts
to be filtered for example by dimensions and area. The minimum
artefact
area was set to 56 pixels.
The light levels were adjusted to provide maximum contrast for cracks without saturating any part of the image. Good contrast was achieved as is evident in the images attached. The iNspect tool offers a very simple yet very effective means of detecting cracks and does not require any significant vision knowledge by the operator to set it up optimally. The software provides a sophisticated algorithm with sub-pixeling to provide maximum accuracy.
Equipment Used
| Part Type | Description | Qty |
|---|---|---|
| Camera | CVA11 cameras, 640x480 pixels monochrome |
2
|
| Lens | Goyo GM32514MCN 25mm 2/3" |
2
|
| Lights | Back Lights |
2
|
Accuracy
Pixel size at 640 FOV 0.0034 inch
Resolution at 1/4 pixel 0.00086 inch
Bearing Inspection |
This application is an inspection of bearings using the very low cost VA15 Vision Appliance.
Application Hardware Setup
The camera is centered above the bearing. The distance between the lens and bearing is about 28cm.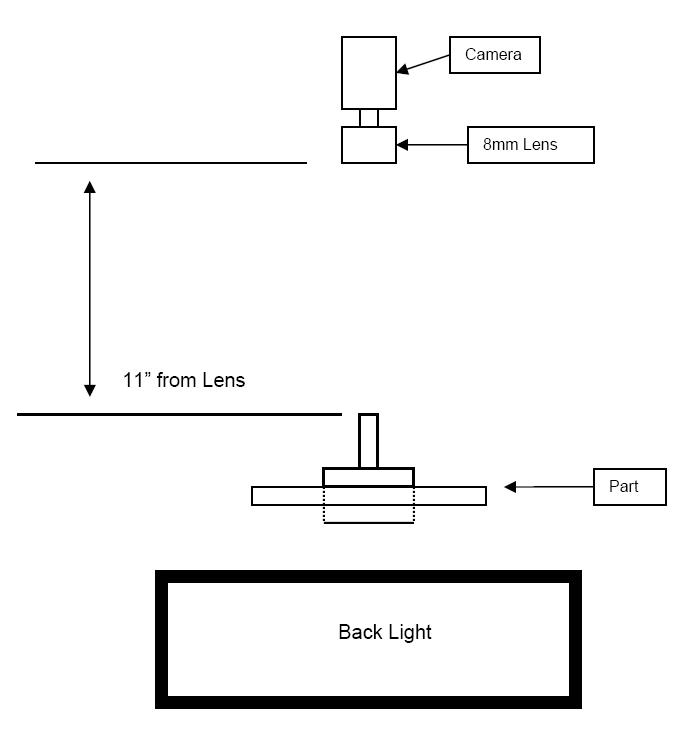
Application Software Setup
The application uses a VA15 with the simple to use iNspect software. Five machined holes are found by utilising the count tool in a circular region of interest. An Intensity tool utilizing the Standard Deviation option checked for machined grooves in the center of the part. The field of view used was about 22.86cm x 17.14cm and allowed for 3.81cm of side to side movement. The locator tool was used to find the center of the bearing and to move all inspection tools relative to that centre depending on where the part was located. In this way the parts did not need to be accurately positioned at the time of inspection and so mechanical handling costs were reduced.
Screen Shots
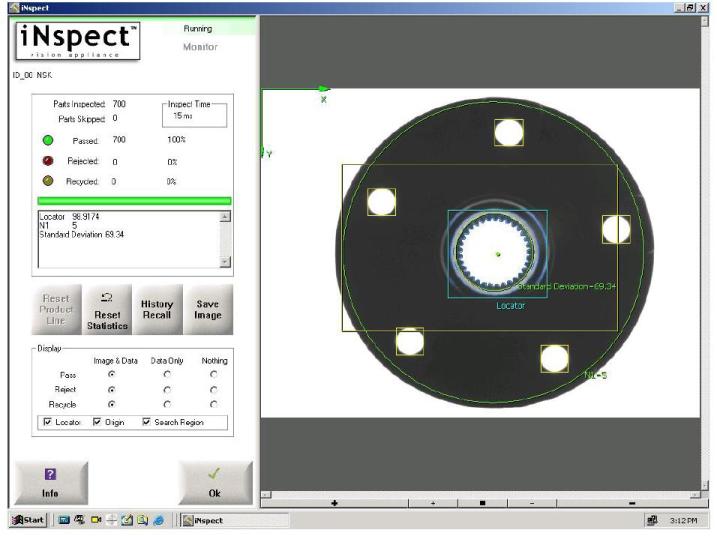
Good Part
Description: In the above image the iNspect software id detecting the part location, repositioning the circular region of interest which detects 5 holes of the correct size, and also positions the intensity tool over the hole in the middle which measures the standard deviation and so indicates if the machine grooves are present.
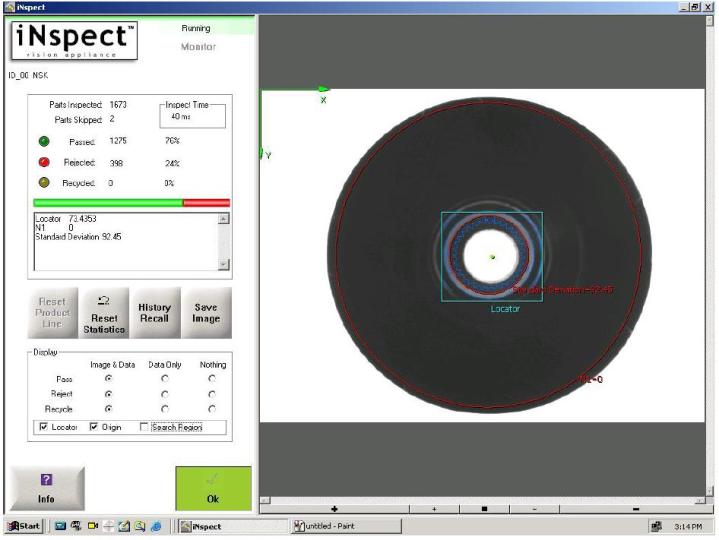
Bad Part
Description: The count tool is failing due to there being no holes found (of the acceptable size tolerance). The Standard Deviation tool is also failing due to no grooves.
Equipment Used
| Part Number | Description | Qty |
|---|---|---|
| VA15-03 | VA15 Vision Appliance bundle |
1
|
| GM38014MCN | 8MM lens |
1
|
| Backlight |
1
|
Envelope Barcode Inspection |
The subjects for this application were business size window envelopes. The objective was to read a 2D barcode in the address, and to verify that the correspondence was in an envelope.
To solve this problem the easy-to-use iNspect software was configured with a standard low cost VA20 Vision Appliance. The window on the envelope provided good contrast to the surrounding paper with top lighting. Alignment and envelope presence were both done with the Location tool, using the Horizontal and Vertical edges on the window. The 2D Barcode tool was used to read the barcode. The inspection time was less than 60ms with the VA20 which is one of the slowest Vision Appliances but within the customer's requirements.
Screen Shots
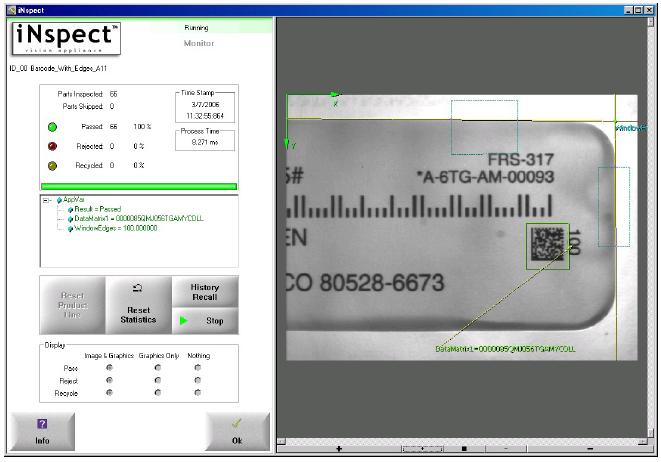
The horizontal and vertical line Location tool confirms the presence of
the envelope window edge and also aligns the barcode tool.
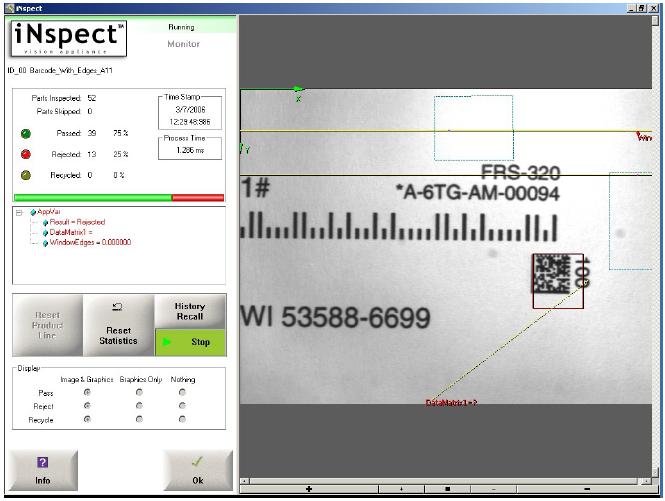
If the Location tool cannot find the window edges, the entire inspection
fails.
In this application envelopes were fed automatically to the inspection station. A sensor tripped the VA20 when the envelope was in place to begin the inspection. The VA20 output the pass/fail and 2D results via serial port back to the PLC.
Equipment Used
| Part Type | Description | Qty |
|---|---|---|
| Camera | Standard CVA11 |
1
|
| Lens | Goyo 16 mm lens with no extenders (2” Field of View) |
1
|
| Lighting | Dark field ring light; 24V continuous |
1
|
3 Camera Plastic Bottle Inspection |
This inspection verifies a printed string on the label and inspects the product insert of a herbicide bottle. Thread defects can occur on the neck of the bottle and the lid sealing surface can be defective.
A three camera VA-40 vision appliance running iNspect was chosen for its power and ease of use. A camera at a 90 degree rotation views the label using an OCR tool to verify the printed string. The second camera is zoomed in on the thread and measures the thread using distance tools. A third camera is used to look down on the sealing surface to measure the diameter, Min, Max using the Circle tool.
Screen Shots
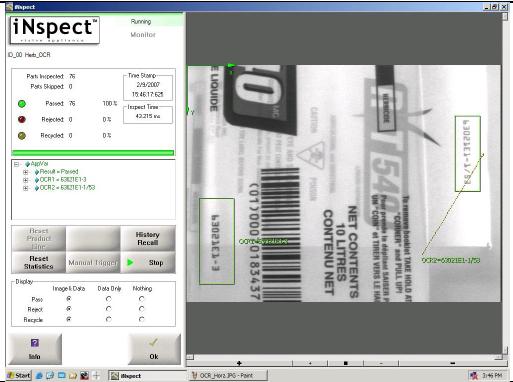
Good label
Description: The OCR tool reads each string.
Optic Locations: A 9mm lens is used. The distance between the end of the
camera lens and the surface of label is 22.85cm. The distance from the
bottom of the part to the bottom of the lens is 13.3cm. The
6.35cm x 6.35cm area light is angled down about 30 degrees and
22.85cm from the bottom of the part.
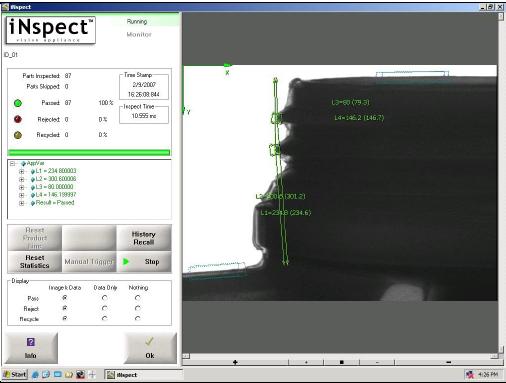
Good Thread.
Description: The Tip tool locates the end of the threads.
The Distance tool measures from the tip of the threads to the top of the
sealing surface and to the handle.
Optic Locations: A 35mm lens is used. The distance between the end of
the camera lens and the surface of neck is 28.5cm. The distance
from the bottom of the part to the bottom of the lens is 35.56cm. The
12.7cm x 12.7cm back light is about 15cm behind the bottle.
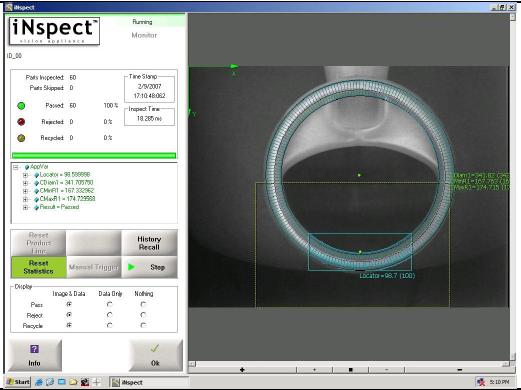
Good lid sealing surface.
Description: The locator places the Circle tool over the sealing surface.
The overall diameter, min/max diameter points are measured.
Optic Locations: A 9mm lens is used. The distance between the end of the
camera lens and the sealing surface is 18.4cm. The 10cm DOAL
light is angled level with the sealing surface and between the lens and
part.
Equipment Used
| Part Number | Description | Qty |
|---|---|---|
| VA40-03-C53-1 | VA-40 Vision Appliance bundle with (3) TM-2 640x480 cameras, 5 meter cables |
1
|
| 9MM lens |
2
|
|
| 35MM lens |
2
|
|
| 10cm Direct On Axis red LED light |
1
|
|
| 12.7cm x 12.7cm red LED back light |
1
|
|
| 6.35cm x 6.35cm red LED area light |
1
|
Wheel Identification |
 The
objective here was to identify two types of wheels from different wheels
that pass under the camera. For the identification of the two wheels two
vision systems were used. As a wheel passes the first system, it is checked
and if it is the correct part a diverter is activated and the wheel is
diverted off the conveyor. Similarly the second vision system will be
at the second diverter. Again, if the correct part is at the diverter
a Pass is issued and the wheel is diverted off the conveyor. If the part
is not correct the reject output from the second vision system will reject
the wheel.
The
objective here was to identify two types of wheels from different wheels
that pass under the camera. For the identification of the two wheels two
vision systems were used. As a wheel passes the first system, it is checked
and if it is the correct part a diverter is activated and the wheel is
diverted off the conveyor. Similarly the second vision system will be
at the second diverter. Again, if the correct part is at the diverter
a Pass is issued and the wheel is diverted off the conveyor. If the part
is not correct the reject output from the second vision system will reject
the wheel.
A solution to this problem was created with VA-21 vision appliances running iNspect. A locator was used to locate the position of the wheel and 3 Count Tools provided pass/fail criteria. The inspection was completed in less than 45ms.
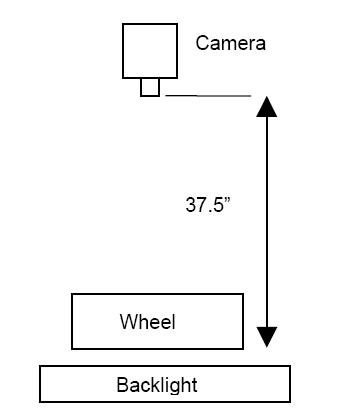
Optic Locations
The distance between the end of the camera lens and the bottom of the
wheel was set to 95cm.
Fluorescent lighting using 25 kHz ballasts was
used behind the Wheel. The image on the right depicts the optic setup.
Software Tools Used
Locator – Moves the software tools over the wheel in the X &
Y directions (no rotation).
Count Tool – Finds the correct number of holes of a specific height,
width and area.
Screen Shots
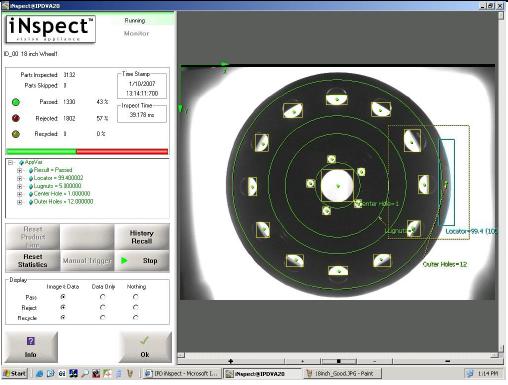
Correct 18” wheel
Description: The Locator moves the 3 count tools over the wheel. The Locator is set to detect movement in the X & Y directions. A Locator that provides 360° rotation based on the lug nut pattern was used. The total inspection time will go from about 42ms to about 200ms on the VA-21 using the 360° Locator on the hole pattern so for faster throughput a VA41 can be used if necessary. The Outer Hole inspection is a doughnut shaped ROI that is counting the number of holes of a specified size. The Lug nut ROI is a Circle shape counting the number of lug nut holes of a specified size. The Center Hole ROI is looking for the center hole. If all 3 ROI’s have the correct number of holes, a PASS pulse will be generated on the built-in digital I/O. If any ROI fails, a REJECT pulse will be issued. Distance tools can be added to measure the distance between the centers of the holes if required. Each distance tool would add less that 0.5ms to the total inspection time.
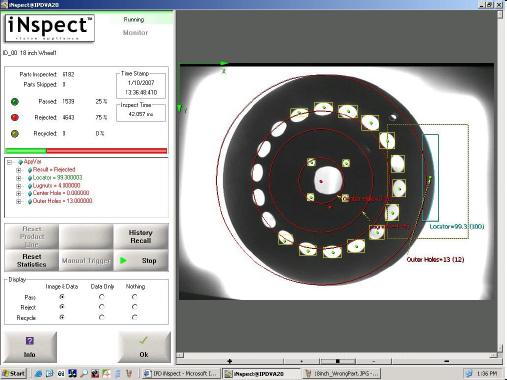
Wrong 18” Wheel
Description: The holes were of the wrong quantity and size. Hence, all 3 ROI’s fail resulting in a Reject pulse being issued.
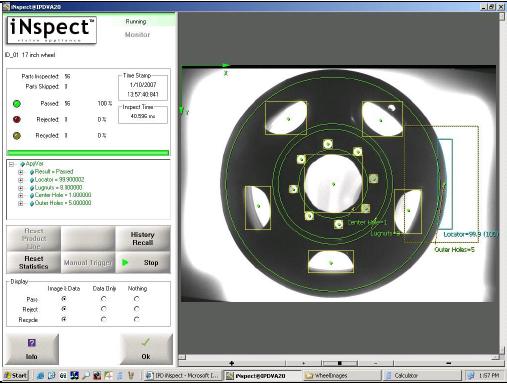
Correct 17” wheel.

Wrong 17” wheel.
Equipment Used
| Part Number | Description | Qty |
|---|---|---|
| VA21-03-C01-1 | VA-21 Vision Appliance bundle with TM-2 640x480 camera, 5 meter cable |
2
|
| 6MM lens |
2
|
|
| Machine vision florescent lighting (backlight) |
1
|
About Adept Electronic Solutions
Adept Electronic Solution (AES) is a specialist Australian and New Zealand distributor of machine vision systems, imaging components and systems. We are exclusive distributors of Vision Appliances and IPD Software in Australia and New Zealand. For more information on IPD Vision Appliances and iNspect software or any other IPD product contact us. For assistance with your specific vision applications feel free to consult one of our expert machine vision specialists today on Tel Sydney (02) 99792599 / Perth (08) 92425411 / Melbourne (03) 95555621. E-mail contact us.
|
If you like this page, please recommend and share it. |
||
| More | ||